経済産業大臣賞
自動車製造工程でセルフ強化する新高強度熱延鋼板
川崎製鉄株式会社 技術研究所 薄板研究部門 高加工性薄板グループ
金子 真次郎氏 松岡 才二氏 坂田 敬氏 |
| |
 |
 |
 |
1.開発の背景
近年、自動車の耐衝突特性の向上が求められており、車体構造部品への高強度鋼板の適用が検討されている。しかし、一般に鋼板の強度上昇とともに成形性は低下するため、強度と成形性を兼ね備えた鋼板の開発が強く望まれている。
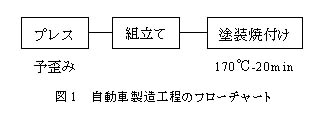
当社では、プレスにより鋼板に歪みが導入され、さらに塗装焼付け処理時にボディーが170℃に加熱され、20分の熱処理が施されるといった、図1に示す自動車製造工程を活用することにより、降伏強度(YS)のみならず引張強度(TS)も上昇して鋼板自身がセルフ強化するといった、これまでにない独創的な自動車用鋼板を世界に先駆けて開発した。本開発鋼板の適用により、車体重量を増加させることなく耐衝突特性の向上、あるいは耐衝突特性を維持したまま車体軽量化が可能となり、自動車に要求されている安全性および環境問題に対して貢献するものであり、工業的および社会的に有用性の高い技術である。
開発に際しては、拡散速度が速く、かつフェライト相での固溶量の高い窒素に着目し、鋼中の固溶窒素量を適正化するとともに、熱間圧延後の冷却を高精度に制御することにより、結晶粒径の微細化および固溶元素の存在場所の最適化を行った。その結果、成形時には低強度で加工性に優れ、塗装焼付け処理後には高い引張強度上昇を示し、かつ耐常温時効性の良好な熱間圧延鋼板の開発の成功した(1)、(2)。図2に開発鋼板の歪み時効処理後の応力−歪み線図を模式的に示す。開発鋼板は、予変形後の塗装焼付け処理を施すことにより降伏強度が著しく上昇するとともに、引張強度も上昇することが大きな特徴である。このような特性は、衝突時の吸収エネルギーを高めることに有効であり、自動車の構造部材への幅広い適用が進んでいる。
本報では、塗装焼付け処理により引張強度上昇を可能とした新高強度熱延鋼板について述べるとともに、自動車車体への開発鋼板の適用について検討した結果を述べる。
2. 開発鋼の塗装焼付け硬化特性と材料特性
(1) 開発鋼板の塗装焼付け硬化特性
開発鋼板について、一軸引張により0〜15%の予歪みを付与した後、オイルバスにて170℃×20minの塗装焼付け処理相当の熱処理を施したときのΔYS量およびΔTS量におよぼす予歪み量の影響を従来鋼板と比較して図3に示す。ΔYS量およびΔTS量は各々塗装焼付け処理による降伏強度の上昇量、引張強度の上昇量であり、その定義は図2に示した通りである。
従来鋼板のΔYS量およびΔTS量はいずれも低いものであり、塗装焼付け処理による強度上昇はほとんど認められない。一方、開発鋼板のΔYS量は2%の予歪み量で約100MPaの高い値を示す。また、ΔTS量は予歪み量の増加とともに上昇し、予歪み量が10%のときには約60MPaの値を示す。なお10%以上の予歪み量の増加によるΔTSの変化は小さい。
図4に原板および予歪み−塗装焼付け後の引張強度を予歪み量が10%の時について従来鋼板と比較して示す。開発鋼板では、プレス−塗装焼付け処理により、原板に比べて約60MPaの高い強度上昇を示す。このような強度上昇は、従来鋼板では認められない。
(2) 開発鋼板の機械的特性
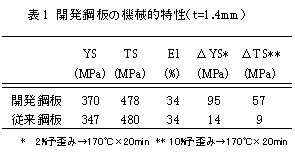
実機で製造したTS440MPa級開発鋼板の機械的特性の一例を、従来のTS440MPa級の熱延鋼板と比較して表1に示す。開発鋼板は従来鋼板と同等の降伏応力(YS)、引張強度(TS)および延性(El)を示しながら、高い塗装焼付け硬化能を示す。開発鋼板の成形限界や寸法精度等のプレス成形性を調査した結果でも、開発鋼板は従来鋼板と同等の特性を示すことが確認されている。
(3) 開発鋼板の耐衝突特性
前述の強度上昇が自動車の耐衝突特性にいかなる影響をおよぼすかを検討した。自動車の耐衝突特性を評価するため、歪み速度を約2000/sとした高速引張試験を実施し、高速変形特性を調べた。またモデル型プレス材としてハット型サンプルを作製し、その軸圧壊試験時の吸収エネルギーも調べた。
図5に高速変形時の吸収エネルギーを調べた結果を示す。開発鋼板の吸収エネルギーは、従来鋼板に比較して高い値を示す。開発鋼板では、歪み時効硬化による引張強度上昇の寄与があるためである。この歪み時効硬化による寄与は、原板のTS上昇量に換算すると約60MPaに相当し、通常の引張試験により測定される引張強度上昇(ΔTS)が高速変形時にも同様の効果として現れている。
図6にプレス−塗装焼付け処理後の軸圧壊試験時の
吸収エネルギーを調べた結果を示す。圧壊試験は、160kgの重錘を50km/hの速度で衝突させ、その時の変位−荷重曲線を測定することにより吸収吸収エネルギーを算出した。吸収エネルギーは板厚の増加により上昇し、さらに原板のTSとは正の相関を示す。しかしながら、その絶対値は開発鋼板の方が従来鋼板に比較して高い値を示す。開発鋼板では、歪み時効硬化による引張強度上昇の寄与があるためである。この歪み時効硬化による寄与は、原板のTS上昇量に換算すると約60MPaに相当し、高速変形試験と同様の結果が得られている。また板厚に換算すると、ハーフゲージ
(0.1mm板厚)に相当する効果があることが明らかになった。
本試験でのデータを基にしたFEM解析での、開発鋼板の適用による部材の耐衝突特性向上効果の検討結果によれば、開発鋼板の強度上昇の寄与は板厚ではハーフゲージ(0.1mm)に、TSでは60〜70MPaに相当し、板厚低減による軽量化などへ寄与することが明らかとされている(3)。
このように開発鋼板による耐衝突特性の向上効果および板低減効果が認められた結果、現在、自動車メーカー数社において開発鋼板が採用されている。
3. 塗装焼付け処理による引張強度上昇機構
著者らは、開発鋼板の塗装焼付け処理による引張強度の上昇機構を明らかにするため、以下の検討を行った。
図7に、開発鋼板の引張試験後のTEM組織におよぼす塗装焼付け処理の影響を示す。図7(a)は、予歪み付与後、塗装焼付け処理を施し、さらに歪みを付与したときのTEM観察結果であり、図7(b)は、塗装焼付け処理を施さず同一の歪み量まで変形させた場合である。塗装焼付け処理をした材料には、図中⇒印で示す転位ループや転位のタングリングが明瞭に観察され、転位密度が増加していることが分かる。一方、塗装焼付け処理を施さない材料の転位密度は低い。これは、予歪みにより導入された転位が、塗装焼付け処理時に固溶元素により強固に固着されたため、塗装焼付け後の塑性変形時に、転位の増殖が促進されたためであると考えられる。
この現象を検証するため、 X線回折半価幅により、塗装焼付け処理による転位密度変化を評価した。図8に、予歪みを付与した後、塗装焼付け処理を施し、さらに歪みを付与した材料と、塗装焼付け処理を施さずに、同一量の歪みを付与した材料の結果を示す。塗装焼付け処理を施すことにより、X線回折ピークの半価幅は大きくなり、塗装焼付け処理による転位密度の増加が確認された。
以上のように、開発鋼板は、塗装焼付け処理により安定して大きな強度上昇を確保することが可能である。
4. まとめ
窒素の歪み時効硬化現象の活用といった独創的な技術により、引張強度上昇を世界で初めて達成し、それをプレスおよび塗装焼付け処理を行う自動車製造工程に適用することにより、鋼板自身がセルフ強化するといった、これまでにない独創的な自動車用鋼板を世界に先駆けて開発した。
本開発鋼板の採用により、実車において10%以上の部品軽量化が達成されている(4)(5)。このように、本開発鋼板の適用により、車体重量を増加させることなく耐衝突特性の向上、あるいは耐衝突特性を維持したまま車体軽量化が可能となり、自動車に要求されている安全性および環境問題に対して貢献するものであり、工業的および社会的に有用性の高い技術である。
本開発鋼板は、現在、自動車メーカー数社において採用されているが、今後、耐衝突部材に採用することにより、その適用がますます増加すると考えられる。
5. 特許
国内:特開平10-183301、特開平12-297350 など
合計29件公開
外国:米国、欧州、カナダ、韓国、台湾に出願
|
文 献
(1)金子真次郎、登坂章男、冨永陽一:川崎製鉄技報, 32
(2000), 67.
(2)金子真次郎、平本治郎、松岡才二、坂田敬:自動車技術会学術講演会前刷集48 (2001)
(3)平本治郎、金子真次郎、比良隆明、坂田敬、阿部英夫:自動車技術会学術講演会前刷集49 (2001)
(4)2001年10月19日 日刊工業新聞
(5)平井更之右:自動車技術会学術講演会前刷集87 (2001)
|
|
|